問題詳情
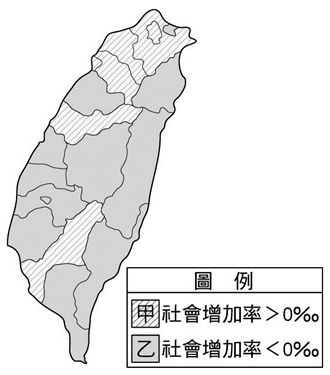
42.附圖為2010年臺灣本島各縣市社會增加率類型的分布圖,下列用來說明圖中分布狀況的原因何者正確?
(A)甲類型的推力大於拉力,因物價水準較高
(B)甲類型的拉力大於推力,因就業機會較多
(C)乙類型的推力大於拉力,因工業汙染嚴重
(D)乙類型的拉力大於推力,因社會福利完善
(A)甲類型的推力大於拉力,因物價水準較高
(B)甲類型的拉力大於推力,因就業機會較多
(C)乙類型的推力大於拉力,因工業汙染嚴重
(D)乙類型的拉力大於推力,因社會福利完善
參考答案
答案:B
難度:簡單0.823529
統計:A(7),B(84),C(5),D(3),E(0)
難度:簡單0.823529
統計:A(7),B(84),C(5),D(3),E(0)
用户評論
【李佳洪】評論
........................