題庫堂
檢索
題庫堂
首頁
數學
英文學習
政治學
統計學
經濟學
藥理學
中醫藥物學
財政學
法學知識
公共行政
警察學
BI規劃師
財務管理
公共衛生學
工程經濟學
電力電子學
當前位置:
首頁
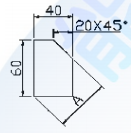
5. 磨削完成下圖所示之工件尺寸,則 A 尺寸測量值應為(A)54.14mm(B)56.56mm(C)58.14mm(D)60.12mm。
問題詳情
5. 磨削完成下圖所示之工件尺寸,則 A 尺寸測量值應為
(A)54.14mm
(B)56.56mm
(C)58.14mm
(D)60.12mm。
參考答案
答案:B
難度:簡單0.870968
統計:A(1),B(27),C(1),D(1),E(0)
上一篇 :
52. NC 程式中,具直線切削機能者為(A)G00(B)G01(C)G02(D)G03。
下一篇 :
79. 通常線切割放電加工機的電極線拉力,係使用電極線的抗拉強度百分之多少為佳?(A)20~30(B)40~50(C)60~80(D)90~100。
資訊推薦
70. 放電加工機於深孔放電時,容易造成排屑不良之現象,下列述敘何者錯誤?(A)孔徑上大下小(B)二次放電(C)放電速度變慢(D)尺寸容易掌握。
61. 下列何者為使用放電加工機之原因(A)任何材料皆可加工(B)低電極消耗(C)放電加工液取得方便(D)切削速度快。
53. NC 程式中,具順時針圓弧切削機能者為(A)G00(B)G01(C)G02(D)G03。
88. 線切割放電加工液的比電阻愈高時,下列敘述何者正確?(A)放電間隙增大(B)加工安定(C)加工速度變慢(D)增高線張力。
80. 下列何者為線切割放電加工的特性?(A)無法使用數值控制自動化加工(B)需要製造工具電極(C)僅能加工 2D 形狀之工件,對於複雜之 3D 曲面無法加工(D)不須使用加工液。
71. 關於放電加工,下列敘述何者正確?(A)放電加工時電極接觸工件後產生大量熱能來熔化工件(B)放電加工的工件成品精度高,一般用來加工非金屬材料(C)放電加工可加工形狀複雜之硬材(D)放電加工可加工
62. 放電加工的過程當中,經由電極跳躍產生何種作用,來達到排除熔渣的功能?(A)渦流原理(B)泵浦作用(C)架橋作用(D)過切現象。
54. NC 程式中,具順時針攻螺紋機能之指令為(A)G73(B)G74(C)G83(D)G84。
89. 下列何者不是線切割放電加工 APT 指令(Automatic Programmed Tools)的型式?(A)幾何指令(B)刀具指令(C)輔助指令(D)運動指令。
81. 線切割放電加工機之英文簡稱,下列何者正確?(A)WEDM(B)ECM(C)EC(D)EBM。
72. 依照工件形狀製造電極,同時深入被加工物之中,並依其形狀作放電投影加工,稱為(A)雕模放電加工(B)線切割放電加工(C)雷射加工(D)放電研磨。
63. 放電加工電極製作之注意事項,下列敘述何者錯誤?(A)需考慮電極精度(B)需考慮放電間隙,避免過切現象(C)複雜形狀可製作成同一支電極,方便放電(D)電極加工後之刀痕形狀不會影響放電精度。
55. 下列何種放電加工電極材質在加工鍵槽時,可以得到較高之穩定度及良好的精度?(A)石墨(B)黃銅(C)銅鎢(D)合金銅。
90. CNC 線切割放電加工機主要軸向是由 X、Y、Z 軸及下列哪兩軸所組成,以便進行 2D 輪廓及上下異型之加工?(A)C,A(B)U,V(C)S,T(D)V,W。
82. 下列線切割放電加工 NC 程式何者正確?(A)G92G90X10.Y10.;G40G02Y-10.R10.D01;(B)G92G90X10.Y10.;G41G02Y-10.R10.D01;(C
73. 用銅線當電極,移動床台切割工件之方式,作二次元之輪廓加工,稱為(A)雕模放電加工(B)線切割放電加工(C)雷射加工(D)放電研磨。
64. 影響放電加工間隙最大的因素為(A)電極跳躍高度(B)放電電流大小(C)放電加工時間(D)放電休止時間。
56. 下列何者不適合作為放電加工之電極材料?(A)銅(B)合金鋼(C)鎂(D)石墨。
102. 工件砂輪研磨後產生波浪形表面可能的因素為(A)砂輪失去平衡(B)砂輪鈍化變光滑(C)砂輪失圓(D)砂輪轉速過高。
83. 下列何者不能使用線切割放電加工機加工?(A)輪廓(B)上下異型(C)盲孔(D)錐度。
74. 何種電極材料在水中實施線切割放電加工時,會促使母材軟化?(A)黃銅(B)鋁(C)石墨(D)鈉。
65. 有關放電加工,下列敘述何者為非?(A)放電加工係藉由發生反覆次數的脈波狀放電電流所生成的放電痕之累積進行加工(B)脈波狀的電流,係指一定時間的電流大小(C)脈波電力是採用數十伏特至數百伏特的電
103. 操作平面磨床時砂輪磨粒脫落太快,可能的因素為(A)砂輪轉速太高(B)砂輪面太寬(C)砂輪結合度太軟(D)工件研磨進給太大。
84. 下列何者不是提高線切割放電加工速度的影響因素?(A)電氣條件(B)加工液的電阻係數(C)線的拉力與送線速度(D)加工工件軌跡長度。
75. 決定線切割放電加工機加工能力最大因素為(A)電容值(B)電極材料(C)被加工物之厚度(D)加工液。